Login
Our 3D CAD supplier models have been moved to 3Dfindit.com, the new visual search engine for 3D CAD, CAE & BIM models.
You can log in there with your existing account of this site.
The content remains free of charge.

Top Links
Categories










Aufspann- und Messvorrichtung








Behelfs Biegevorrichtung für Vollmaterial mithilfe eines Maschinenschraubstock gebaut
Aus 4-kant Alu Profilen 25x25 mm wurde die Aufnahme für den Schraubstock erstellt.
Die original Backen wurden durch die Aluprofile ersetzt.
Die Kugellager haben einen Aussend: von ca.30 mm und sind mit M8 Schrauben fixiert.
Gebogen wurde 8x8 mm 4-kant Stahl.
Ein Handdrehkurbel wird noch nachgerüstet.
Das Durchschieben per Hand ist recht schweißtreibend.









Fräsvorrichtungen mit pneumatischer oder Vakuumspannung, Teileabfragen und integrierter Späneabsaugung

EN: SKF Linear Motion - LLT - Profile Rail Guides - LLTHS25A1T0102P5-/-E0
DE: SKF Linear Motion - LLT - Profilschienenführungen - LLTHS25A1T0102P5-/-E0
FR: SKF Linear Motion - LLT - Guidages a billes sur rail - LLTHS25A1T0102P5-/-E0
ES: Movimiento lineal SKF - LLT - Guías con patines - LLTHS25A1T0102P5-/-E0
PT: SKF Linear Motion - LLT - Guias de trilho perfilado - LLTHS25A1T0102P5-/-E0
ZH: SKF直线运动产品 - LLT - 直线导轨 - LLTHS25A1T0102P5-/-E0
DE: SKF Linear Motion - LLT - Profilschienenführungen - LLTHS25A1T0102P5-/-E0
FR: SKF Linear Motion - LLT - Guidages a billes sur rail - LLTHS25A1T0102P5-/-E0
ES: Movimiento lineal SKF - LLT - Guías con patines - LLTHS25A1T0102P5-/-E0
PT: SKF Linear Motion - LLT - Guias de trilho perfilado - LLTHS25A1T0102P5-/-E0
ZH: SKF直线运动产品 - LLT - 直线导轨 - LLTHS25A1T0102P5-/-E0








Vorrichtungen zum Rahmen Schweißen bieten die Möglichkeit, die Länge und Breite unterschiedlicher Rahmen schnell in rechtwinkliger Zuordnung zu verstellen und allseitig zu schweißen.
Dabei liegen die Ecken auf der Rahmen-Ober- und Unterseite für den Schweißprozess frei. In unmittelbarer Nähe neben dem Schweißstoß befinden sich mechanische Spannelemente mit Spindelpressung, mit denen gewisse Unebenheiten im Stoß gefühlvoll ausgeglichen werden können. Die Spannecke links vorn bildet den 0-Punkt der x- und y-Achse.
Sie können die Rahmenschweißvorrichtung nach dem Aufspannen um ca. 225° bis 360° (abhängig von der Größe Ihrer Bauteile und Außführung der Vorrichtung) schwenken und die Rahmen umseitig schweißen.
Die Rahmenschweißvorrichtungen 4500 sind für Robotereinsatz geeignet.
4100 4200 4300 4400 4500
Rahmengr. in m 3.0 x 1.5 3.0 x 1.5 3.0 x 2.0 3.0 x 2.5 4.0 x 3.0
Nutzlast in kg 50 100 100 100 200
Schwenkbereich 360° 360° 225° 225° 225°
Lastenausgleich - pneum. pneum. pneum. motorisch
Feststellbremse manuell manuell manuell manuell motorisch
Transportmaße L./B./H. in m 3.7 x 1.2 x 1.8 3.7 x 1.2 x 1.8 3.8 x 1.2 x 2.3 3.8 x 2.0 x 2.3 5.5 x 2.4 x 2.5
Typ 4100 - 4400
leichte Rahmen Schweißvorrichtung

EN: SKF Linear Motion - LLT - Profile Rail Guides - LLTHS45A1T0167P5-/-E0
DE: SKF Linear Motion - LLT - Profilschienenführungen - LLTHS45A1T0167P5-/-E0
FR: SKF Linear Motion - LLT - Guidages a billes sur rail - LLTHS45A1T0167P5-/-E0
ES: Movimiento lineal SKF - LLT - Guías con patines - LLTHS45A1T0167P5-/-E0
PT: SKF Linear Motion - LLT - Guias de trilho perfilado - LLTHS45A1T0167P5-/-E0
ZH: SKF直线运动产品 - LLT - 直线导轨 - LLTHS45A1T0167P5-/-E0
DE: SKF Linear Motion - LLT - Profilschienenführungen - LLTHS45A1T0167P5-/-E0
FR: SKF Linear Motion - LLT - Guidages a billes sur rail - LLTHS45A1T0167P5-/-E0
ES: Movimiento lineal SKF - LLT - Guías con patines - LLTHS45A1T0167P5-/-E0
PT: SKF Linear Motion - LLT - Guias de trilho perfilado - LLTHS45A1T0167P5-/-E0
ZH: SKF直线运动产品 - LLT - 直线导轨 - LLTHS45A1T0167P5-/-E0

Hub- Drehvorrichtung als Schweißvorrichtung | Schweißdrehvorrichtung
Variable Hub- Drehvorrichtung als Schweißvorrichtung | Schweißdrehvorrichtung
zum Schweißen von Fahrzeugrahmen.
Mit unseren Hub -Drehvorrichtungen entwickelten wir für einen Kunden in Ettlingen eine variable Schweißvorrichtung | Schweißdrehvorrichtung zum Schweißen von Fahrzeugrahmen. Die einzelnen Rahmenprofile werden bei dieser Schweißvorrichtung auf einer Trägerplatte bequem aufgelegt, ausgerichtet und eingespannt. Das anschließende Abschweißen erfolgt nun verzugsfrei, sicher und ergonomisch.
HYWEMA® Schweißvorrichtungen - Eine Investition die sich schnell amortisiert!
Durch den Einsatz unserer Schweißvorrichtung wurde die Qualität und Produktivität gesteigert,
und die körperliche Belastung des Personals gesenkt.
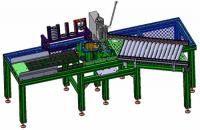
Beispiel einer variablen Schweißvorrichtung
Dieses Beispiel zeigt eine variable Schweißvorrichtung. Ein Lift der Schweißvorrichtung ist fest verankert, während der zweite Lift der Schweißvorrichtung auf Rollen fahrbar ist, um unterschiedliche Rahmenlängen aufnehmen zu können.
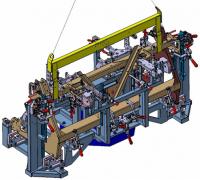
HYWEMA® Schweißvorrichtung | Schweißdrehvorrichtung Beispiel A27853
Beispiel A27853
Details dieser Schweißvorrichtung
Ausführung: Typ HDV 2,0 DUO
Kapazität dieser Schweißvorrichtung: 4.000 Kg
Nutzhub: 1.200 mm





Schweiss- und Heftvorrichtung
mit 2 verschiedenen Bauteilgruppen für Schweisszellenroboter

T/N 154 Biegevorrichtung
Für Spur I und Spur II Schienen
Mit der schwarzen Knebelschraube wird der Radius eingestellt.
Die beiden äusseren Rollen sind verstellbar.
Damit lassen sie sich dem gewünschten Radius anpassen.




Warum Schweißtische?
Der wesentliche Kostenfaktor bei der Fertigung einer Schweißkonstruktion ist nicht die Schweißnaht, sie beträgt nur durchschnittlich 15 % der Arbeitszeit. 85 % des Zeitaufwandes sind Nebenzeiten, die sich in der maß- und winkelgenauen Zuordnung der Einzelteile, im Messen, Richten, Korrigieren und im mechanischen Nacharbeiten der Baugruppen auf dem Schweißtisch begründen.
Die exakte Grundlage zum Erstellen der Baugruppe, verbunden mit geeigneten Spann- und Anschlagelementen, bringt hier der Förster Schweißtisch, selbst auch bei Einzelanfertigungen.
Mehr Informationen zu Schweißtisch Oberflächen aus Spezial Grau Guss und Al/Cu.



Die Profile von Flexgleisen kann man von Hand biegen, besser ist eine einfache Biegevorrichtung, die man sich mit wenigen Zutaten selbst schnitzen kann:
ein Schraubstock mit auswechselbaren Backen (die vorhandenen sind meist gehärtet und sollen ja auch heil bleiben), drei Kugellager, ein paar Scheiben, drei Schrauben und ein Alu-Rechteckprofil ...






Der Bau einer Biegevorrichtung für Rohre
"Hallo, ich stehe vor dem Bau einer Haube für einen alten Segler. Wie biege ich 2 bzw. 3mm Messingrohr?"
Aus dieser Frage im Forum entstand die folgende Anleitung zum Bau einer Vorrichtung zum Biegen von Rohren:
Das Prinzip
Ein Messingrohr mit den vorgegebenen Wandstärken muss beim Biegen gestützt werden. Dies ist von innen oder von außen möglich. Von innen geht das allerdings sehr schlecht, da sich nur extrem feiner Sand noch einfüllen und verdichten lässt. Ausgießen oder Füllen mit niedrig schmelzenden Metallen hat den Nachteil, dass man nicht immer alles wieder sauber heraus bekommt.
Also bleibt nur das Stützen von außen. Jeder kann sich vorstellen, dass ein Rohr, welches in einem Klotz steckt, in den ein Loch mit dem Rohrdurchmesser gebohrt wurde, sich beim Biegen innerhalb des Klotzes nicht verformt, sondern nur der Teil, der sich außerhalb des stützenden Klotzes befindet.
Wenn die Länge des Klotzes sehr viel kleiner als das Rohr ist, wird das Rohr immer noch genau an der Stelle des Klotzes gestützt. Jedes Rohrbiegegerät geht diesen Weg. Das Rohr liegt beim Beginn des Biegens an einer Scheibe mit einer Nut, die genau den halben Querschnitt des Rohres hat. Von der anderen Seite wird jetzt eine Rolle mit der gleichen Nut dagegen gepresst. Folglich ist das Rohr an einer Stelle komplett umfasst und gestützt. Wenn jetzt die äußere Rolle über der inneren Rolle abrollt, so wird das Rohr um die innere Rolle gebogen, dabei aber immer gestützt.
Die Rahmenbedingungen
2,5cm bis 5cm Biegeradius (zur Sicherheit machen wir daraus 15 bis 60mm).
Es geht auch noch etwas enger und natürlich auch weiter, aber man muss ja irgendwo anfangen. Das Wesentliche ist nur, dass man für jeden Biegeradius eine passende Innenrolle braucht.
3mm Rohr
3mm Rundmeißel
Kaufen oder selbst fertigen (kaufen kann man bei DEUSS, Katalog-Seite 37 (Preis-seh-und-stöhn). Der Meißel muss passen, sonst wird das Rohr so rund wie der Meißel, das Selbermachen wird weiter unten erläutert.
Im Anhang gibt es eine Materialliste, passend zu WILMS, benötigt werden an Werkzeugen Feile, Bohrer, Gewindeschneider, Schrauben und Kleinkram.
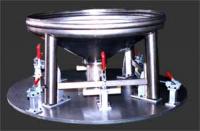
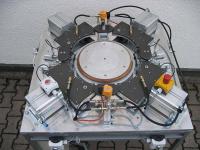
Bild zeigt eine Roboterschweißvorrichtung zum Schweißen von Fußrohren an Behälterböden. Die Werkstücke werden manuell durch Schnellspanner fixiert. Die Vorrichtungsgrundplatte besteht aus Aluminium und wird auf einem Handlinggerät montiert. Die Schweißung erfolgt in diesem Fall durch einen Roboter.
